



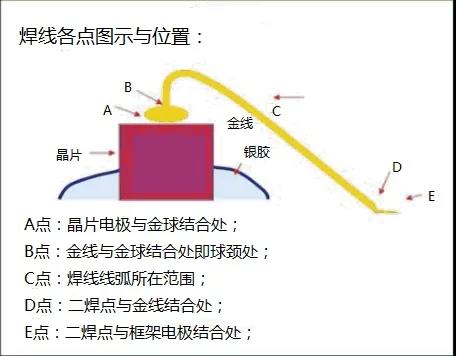
A.基本情况
1.不良样品:
2.反馈不良样品数量:
3.客户名称:
4.反馈日期:
B.异常情况
经对反馈异常样品分析,不良情况如下:
1. 2颗异常样品,每颗样品两个焊垫,在焊线过程中,1焊垫焊球上B点出现横截面断线的异常。此异常比例约 %。
2. 2颗样品均在二焊处发现二焊循环完成后,“鱼尾断线”异常,切线后留一段尾线。
C.原因分析/调查结果
1.针对一焊B点断线异常:
1.1一焊B点处,在不受外力作用下,仅仅完成焊线循环,即发现B点处已断线,断线情形如图:完成焊线循环后,发现颈部断裂,且断口径小于金线线径,疑似为“拉扯断线”;
1.2从断线面观察,发现金线断口略较金线线径小,判断应受到较大牵引力牵扯金线,超过金线的延展度而受损断开;
1.3仔细观察,发现金线并未完全断开,而是尚有极薄的一部分连着,轻微一碰才完全断开,判断金线原先已经受牵拉受损,在完成一焊焊球后,线弧弯折时才完全断开;
1.4出现以上情况,一般原因有:
1.4.1焊线参数不当,比如一焊的压力和焊线功率过大(金球过扁);
1.4.2金线与瓷嘴规格不当,比如金线线径过小,瓷嘴内径过大;
1.4.3瓷嘴磨损严重,使用时间过长,或瓷嘴内径有毛刺;
1.4.4金线受损,延展性差等。
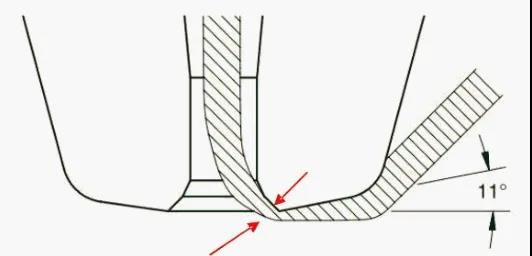
2.针对二焊点处,完成焊线循环后切断线不良(该断不断):
2.1二焊点切线不良如图:多余尾线;
正常情况下在完成二焊动作后,应从二焊点鱼尾处拉断,此次异常为从“二焊点”与“线夹”之间的金线拉断,如图。判断“二焊点”与“线夹”之间的金线均受到了较大力的牵拉,在这段金线内的任何位置均可能被拉断,最后为线中间断开,从而引起烧球失败。
2.2出现以上情况,一般原因有:
2.2.1金线延展性差,拉力不足;
2.2.2金线有划伤磨损;
2.2.3焊线参数过小,和二焊的焊接面过于粗糙,镀层凹凸不平,综合导致二焊压合处鱼尾不够薄,不易拉断;
2.2.4瓷嘴规格不合与磨损严重;
所指部分过于磨钝;或是规格不当,鱼尾压得不够扁,没有达到差不多切断的程度,则抗拉性较强,无法从此处拉断,造成整个金线上段都受到了拉扯。
2.3正常焊线循环过程

2.3.1完成焊线循环鱼尾结合后,瓷嘴抬起,预留尾线足够烧球后,线夹闭合,金线从鱼尾处拉断。尾线预留的长短配合电火花的电流大小,决定烧球球径大小。
2.3.2当断线位置不在鱼尾处,而是从鱼尾到线夹的其他位置,即留下多余尾线。说明“二焊点”与“线夹”之间的这段金线均受到不同程度的拉扯,可能会出现多处“欲断点”或“受损点”,这些受损点在后续的焊线过程也可能会造成断线,或是在后续工作过程中,内应力造成C点断线。
2.3.2当出现多余尾线长度大于用于烧球的尾线长度,烧球失败,需重新穿线。
3.综上所述:
3.1上述分析结合不良率,异常B点断线,判断原因为1.4.4金线受损。
3.2由于在二焊完成焊线循环后没能在鱼尾处顺利拉断金线,故而造成“二焊点”与“线夹”之间的这段金线均受到不同程度的拉扯,是金线受损的原因所在。
3.3造成3.2的原因,判断为“2.2.1金线延展性差”和“2.2.3焊线参数不当和焊接面问题”。
D.预防对策:
针对异常原因,提供如下之预防供参考:
1.调整二焊“焊点偏移”,使鱼尾稍微偏向种球的1/4直径处;
2.确保二焊拉力测试ok的前提下,稍微增加二焊的压力和功率,使金线易于在鱼尾处断线;
3.若以上预防措施无效,考虑重新评估金线品质,如金线的延展性品质等。